




























How Digital Makes Connected Manufacturing Possible
Key Points
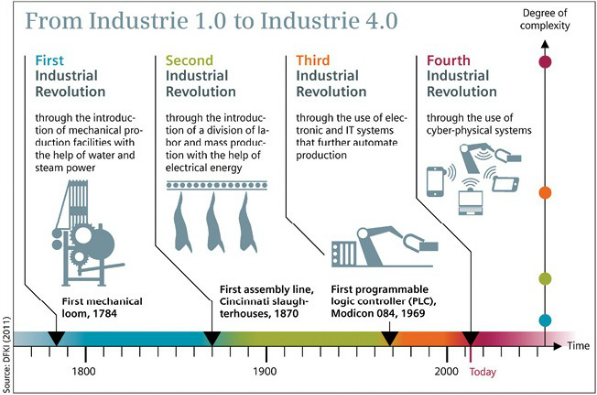
The fourth industrial revolution has come a long way to head digital revolution, through the time of first industrial revolution when steam and water power were used to mechanise production, the second industrial revolution that utilized power for generating mass production, the third that employed IT automated production and electronics.
In this blog we shall discuss about the pros of modern and updated technologies that have been influential to boost the pace of manufacturing operation efficiently.
The companies in UK have connected all their operations related to manufacturing with technology due to the urgent demand of the 4IR (Fourth Industrial Revolution). As a result, the companies were able to deliver more responsive, agile, and customer-focused products.
These specific technologies that the modern industries embrace due to 4IR, leads to efficiency in data capturing, analysing, visualising, and connected manufacturing. Martin Rainer, a general manager and vice president of manufacturing industry in Northern Europe, the manufacture should focus on four key areas of technology to outstand their competitiveness in the market. Let’s discuss them in brief.
Transformation: transformation in technologies and infrastructure will allow the manufacturers to adapt to the changes quickly, expand value chains, and support innovation of products through cloud-based digital prototyping.
Protection: modern innovative technologies would allow you to detect a breach during the time when you get hacked in less time. At present, on an average it takes 205 days to detect a breach. Most of the companies hire outside breach companies to learn about the breach.
Data: organizations that are data-driven streamline operations with the help of data sharing and automate the unstructured data processing to identify the impending issues such as customer satisfaction and plant performance.
Enablement: it refers to the integration of complex production process, supply chains, process, and people in order to increase product innovation by creating a collaborative environment.
All these four technology transformation areas work collectively and individually and connect engineers, customers, production teams, suppliers, and consumers in order to allow enterprises to outstand in competition. Trainer says growth and long-term prosperity for manufacturers lies in the hands of those who embrace digitization.
Integration of digitised ecosystem represents an era where everything is manufactured with the connection of processes, people, plants, people, consumers, and customers. Businessmen need to adopt modern and transformed technologies such as the internet, security, hybrid infrastructure, workplace productivity, and data to generate efficient opportunities all time.
The fourth industrial revolution has come a long way to head digital revolution, through the time of first industrial revolution when steam and water power were used to mechanise production, the second industrial revolution that utilized power for generating mass production, the third that employed IT automated production and electronics.
Digital and Mass Customisation
Connected manufacturing brings together all these forces in the large parts of the global economy. In the world’s economic forum’s panel the top industry leaders, Meg Whitman, Davos, Klaus Kleinfeld,
CEO of Hewlett Packard Enterprise, and CEO of Alcoa discussed the challenges to fasten the growth of industries. The solution was the 4th industrial revolution that enables the industries to deliver huge revenues with the help of efficient manufacturing processes.
The Fourth Industrial Revolution and no historical precedent
Digital is not only about the IT-driven revolution, but it has a wider fields to discuss that involves its scope, systems, and velocity impacts. As compared to the previous industrial revolutions, 4IR has come up with an exponential. It has interrupted in almost all the industries of every sector.
With these new and majestic innovation has transformed the entire production, governance, and management system. The digital tide has boomed over the B2B market and is now initiating its need in these sectors in the entire global economy.
According to Martin Rainer “Rising client expectations are working their way through supply chains, and verticals like industrial products, manufacturing and logistics are becoming customer-obsessed.
Just as mobile was the catalyst in the B2C shift, IoT and smart connected products will drive the B2B changes. CIOs and CTOs need to support mass customisation, from product design to manufacturing through to customer service. This will require new skills, organisations, and ways of working.”
You can see a variety of drivers to change the manufacturing process today with the change in the supply chain that has developed into dynamic and complex value chains.
The third industrial revolution had high points of change in business technology such as ERP systems, optimization systems and supply chain management. They are no longer required for mass customization, unexpected competition sources, customer expectations, and intrusive compliance regimes.
Other drivers include the breakthrough of platform economy, huge big data opportunities, technology convergence, flexible manufacturing, and more. These drivers make manufacturers vulnerable to new and unexpected challenges.
New technologies help in speeding up mass personalisation among traditional manufacturers. For instance, Tesla, a leading premium brand has launched high-quality technology and innovative products. Traditional manufacturers may face difficulties if such technologies are applied in the market product manufacturing.
There are many other instances where brands have involved these technologies such as Google’s investing in self-driving cars, Uber that also has initiated a self-driving car bandwagon that may outburst the taxi-brokerage business but on the other hand, may discourage ownership among many other car manufacturers.

Value in Every Way
Due to the growth in economy and trend to subscription models, ownership models are changing in a huge rate. The growth in leasing is the effect of subscription pricing. Ford has been testing a programmed where customers who own vehicles through Ford credit can rent out their vehicles to other drivers.
This is where connected manufacturing is required. Communication channels, manufacturing, and information systems should be integrated to drive customer insights to become actionable and allow progress through continuous innovation.
The fourth industrial revolution is the world where still core systems- supply chain, manufacturing chain, and ERP are augmented and where customers and staff can interact. This is all supported by the insights of IOT (Internet of Things).
Manufacturers can enhance performance, improve operation efficiencies, increase cash flow, and reduce costs by standardizing complex supply chains and global processes.
It is a need to equip the human resources with cost-effective and modern digital tools to improve collaboration among them so that they can speed up product development process and boost the quality. It is also important to connect suppliers, production team, engineers, and customers so that they can come with better insights and boost better innovation. This is the way that connected manufacturing is helping the businesses to secure profits in a large scale.